{kind=link}
نمودار های کنترلی-قسمت یک: مقدمه
نمودار های کنترلی که به نمودار شوارت (به افتخار والتر شوارت) یا نمودار فرایند-رفتار نیز معروف است،
در کنترل آماری فرآیند ها، ابزاری برای مشخص کردن این موضوع است که آیا یک فرایند تولید، آزمون و …. در حیطه کنترل آماری قرار دارد یا نه.
با استفاده از نمودار های کنترلی می توان با شناخت پراکندگی داده ها و هم چنین حذف اثرات شناسایی شده فرآیند های کنترل کیفیت را ارتقاء داد و با کنترل پیوسته ویژگی های محصول و یا فرآیند ، آن را در بازه مورد نظر کنترل نمود.
تعاریف
مقدار مرجع توافقی accepted reference value
مقدار مرجعی که جهت مقایسات پذیرفته شده و بصورت های زیر بدست می آید:
.1یک مقدار نظری و یا بدست آمده بر اساس اصول علمی
.2یک مقدار اختصاص یافته یا گواهی شده براساس کار آزمایشی سازمان های ملی یا بین المللی
.3اجماع یا مقدار تأیید شده براساس کار آزمایشی مشترک تحت نظارت یک گروه علمی یا مهندسی معتبر
داده ها نسبت داده شده: attributes data
مقادیر مشاهده شده یا نتایج آزمون که وجود یا عدم وجود ویژگی های خاص یا شمارش وقایع رویدادها در زمان یا مکان را نشان می دهد .
میانگین طول اجرا average run length
تعداد متوسط زمان هایی که از یک فرآیند نمونه برداری و ارزیابی شده است قبل از اینکه تغییر در سطح فرآیند صورت بگیرد، هر چقدر تعداد زیر گروه ها و مقادیر بیشتر باشد سرعت تشخیص و نمودار بیشتر می شود.
طول اجرا بالا برای فرآیندهایی که در محدوده مشخصات معین شده اجرا می شوند مناسب هستند و طول فرآیند پایین برای فرایند هایی که دارای تغییر در سطح بودند مناسب است.
نمودار (C Chart) C :
نمودار کنترلی که تعداد وقایع مشخص تغییر یک رویداد در زمان و یا فضا را کنترل می کند.
خط مرکزی center line:
خط روی نمودار کنترل که میانگین را نشان می دهد و سطح متوسط آماری که تحت نظارت است.
علت اتفاق chance cause:
منبع تغییرات تصادفی ذاتی در فرآیندی که در حدود آماری قابل پیش بینی است.
علل احتمالی ممکن است غیرقابل شناسایی باشند ، یا ممکن است منشأ شناخته شده ای داشته باشد که به راحتی قابل کنترل نیست یا برای از بین بردن مقرون به صرفه نباشند
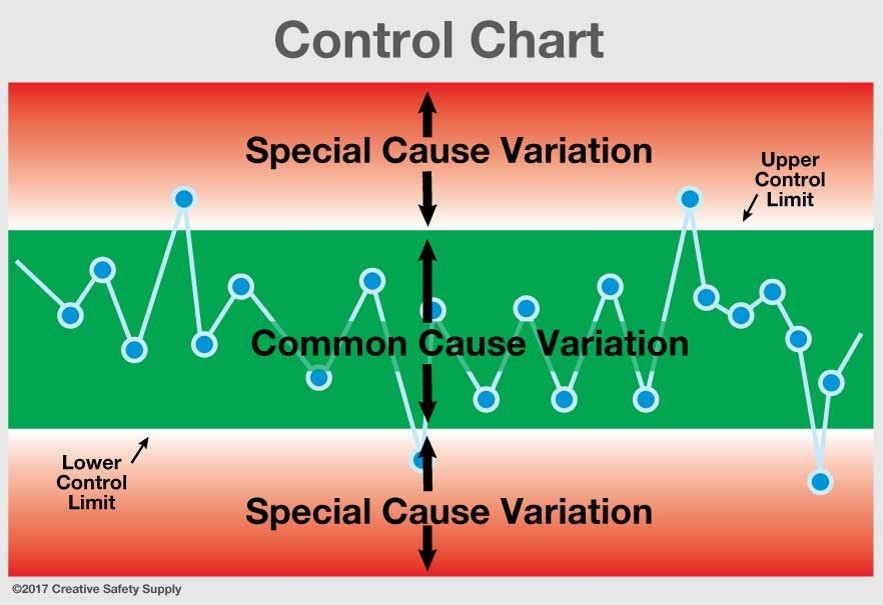
نمودار کنترل control chart:
موداری که آماری بر روی آن رسم شده است اندازه گیری یک زیرگروه در مقابل زمان نمونه گیری می باشد
همراه با محدودیت های مبتنی بر توزیع آماری آن اندازه گیری به همین ترتیب تا مشخص شود که میزان تنوع در چه میزان شایع و ذاتا مرتبط به فرآیند یا محصول است
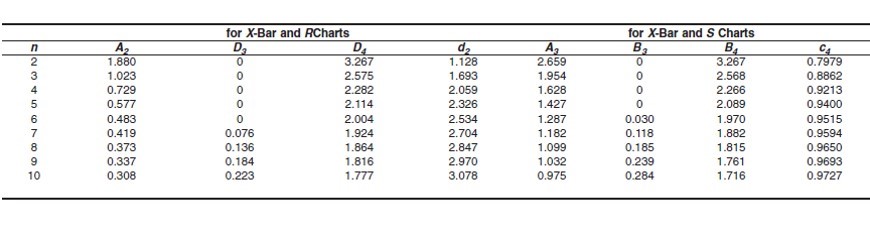
فاکتور نمودار کنترل control chart factor:
یه مقدار ثابت که به اندازه نمونه بستگی داشته و به جهت تبدیل مشخصات آماری یا پارامترها به مقادیر خط مرکزی و یا محدوده مناسب کنترل استفاده می شود.
محدوده کنترل control limits:
به عنوان مثال حد معمول سه سیگما در زمانی که فرآیند تحت کنترل و توزیع عادی است دارای ریسک خارج از کنترل بودن 0/135% از یک طرف است.
محدوده نمودار کنترل که به جهت نشان دادن معیار مورد نظر کنترل که برای اقدام یا تصمیم گیری چه در زمان وجود یا عدم وجود ریسک است به کار می رود.
نمودار EWMV (exponentially weighted moving variance):
نمودار کنترلی که واریانس متحرک نمایی زیرگروههای متوالی را کنترل می کند،
میانگین وزنی مربع انحراف مشاهدات از برآورد فعلی آن ها از میانگین فرآیند ها در زمان، جایی که وزن گذشته در مربع قرار گرفته و با افزایش مقادیر مقدار انحراف کاهش می یابد.
نمودار EWMA (exponentially weighted moving averages):
نمودار کنترلی که میانگین متحرک نمایی زیرگروههای متوالی را کنترل می کند.
داده های مورد استفاده برای EWMA ممکن است مشاهدات فردی ، میانگین ها ، کسرها ، اعداد ناقص یا شمارش باشد.
نمودار I (individual):
نمودار کنترلی که مشاهدات منحصر به فرد زیر گروه ها را کنترل می کند.
حد کنترل پایین (lower control limit):
کمترین مقداری که محدوده مجاز کنترل را نمایش می دهد.
نمودار MR(moving range chart):
نموداری که تغییرات گستره را نمایش می دهد.
نمودار P(fraction of occurrences):
نموداری که پراکندگی اتفاقات را نمایش می دهد.
نمودار R(range of observation):
نموداری که دامنه مشاهدات در یک زیر گروه را نمایش می دهد.
نمودار S(standard deviation chart):
نموداری که انحراف استاندارد مشاهدات در یک زیر گروه را نمایش می دهد.
حالت کنترل آماری:
شرایط فرآیند هنگامی که تنها دلایل مشترک در روند کار مداخله دارند.
کنترل فرآیند آماری SPC:
مجموعه ای از تکنیک ها که به جهت بهبود کیفیت خروجی فرآیند با کاهش تنوع از طریق استفاده از یک یا چند نمودار کنترل و
استراتژی اقدام اصلاحی که برای بازگرداندن فرایند به حالت کنترل آماری استفاده می شوند.
زیر گروه :
مجموعه مشاهدات بر روی خروجی های نمونه برداری شده از یک فرآیند در یک زمان خاص می باشد.
نمودار U:
نموداری که تعداد اتفاقات یک جامعه آماری را در زمان و یا فضای متغیر پایش می کند.
حد بالای کنترل UCL:
بالاترین مقدار نمودار کنترلی که در کنترل آماری را نمایش می دهد.
تغییرات داده ها:
مشاهدات یا نتایج آزمن ها در مقیاس مداوم
محدوده هشدار:
محدوده ای در بالا و پایین خط مرکزی که معادل 2 برابر انحراف استاندارد است
نمودار X بار:
موداری که میانگین مشاهدات در یک زیر گروه را نمایش می دهد.
فاکتورهای کنترلی
نمودار های کنترلی در سال 1920 توسط شووارت به عنوان ابزاری برای فرآیند های کنترل آماری ارائه و همواره با توسعه آن مورد استفاده قرار گرفته است.
مجموعه فعالیت هایی که ورودی های گوناگون متغیر را به خروجی های تحت کنترل تغییر می دهد.
زمانی که نمودار کنترلی یک دلیل خاص را نمایش می دهد به وسیله ابزار های کنترلی مانند فلو چارت، طوفان فکری، نمودار علت و معلولی یا تجزیه تحلیل پارتو میتوان دلیل خاص را شناسایی نمود (منابع 4 و 8)
از نمودارهای کنترلی در این بحث برای تغییرات پارامترهای ورودی نمی توان استفاده کرد
هر چند که خروجی نمودار کنترلی لزوم تغییر در ورودی را نمایش دهد.
برای استفاده از خروجی نمودار کنترلی در تغییر ورودی های نمودار می توان مرجع 9 را بررسی نمود.
سلام آقای مهندس تشکر از مطالب مفیدی که گذاشتید . لطفا درباره محاسبه تخمین عدم قطعیت در طول یک سال با مثال هم توضیحاتی بگذارید . تشکر
با سلام و عرض ادب،
طبق الزامات استاندارد در صورتی که عوامل تاثیر گذار در عدم قطعیت نهایی ثابت و این امر قابل اثبات باشد برآورد هر باره عدم قطعیت نیاز نبوده و می توان عدم قطعیت را یکبار تا مادامی که عوامل ثابت هستند براورد و استفاده نمود( به عنوان مثال، پایداری دقت، ریز نگری تجهیز، پایداری مواد مرجع، عدم قطعیت کالیبراسیون و ….)
با جستجوی تگ عدم قطعیت می توانید پست های مرتبط با این موضوع را مشاهده و مطالعه نموده و در صورت نیاز به توضیحات بیشتر، حوزه فعالیت خود را جهت تهیه و درج پست در سایت اعلام نمایید
سلام آقای مهندس و تشکر از راهنماییتان. برای جلوگیری از تخمین عدم قعطیت مجدد ، اثبات پایداری مولفه های تاثیر گذار روش خاصی وجود دارد یا همون کنترل های میانی کفایت میکنه ؟ ( حوزه فعالیت اینجانب سیم و کابل می باشد ). ایا روش اکسل شما برای محاسبات عدم قطعیت نمونه های دریافتی از اداره استاندارد قابل استفاده می باشد و یا فقط مختص تجهیزات آزمایشگاه می باشد؟ سپاس از لطف شما.