Attribute measurement systems are the class of measurement systems where the measurement value is one of a finite number of categories. This is contrasted to the variables measurement system which can result in a continuum of values. The most common of these is a go/no-go gage which has only two possible results. Other attribute systems, for example visual standards, may result in five to seven classifications, such as very good, good, fair, poor, very poor. The analyses described in the preceding chapters cannot be used to evaluate such systems.
there is a quantifiable risk when using any measurement systems in making decisions. Since the largest risk is at the category boundaries, the most appropriate analysis would be the quantification of the measurement system variation with a gage performance curve.

Risk Analysis Methods
In some attribute situations it is not feasible to get sufficient parts with variable reference values. In such cases, the risks of making wrong or inconsistent.
decisions can be evaluated by using:
Hypothesis Test Analyses
Signal Detection Theory
Since these methods do not quantify the measurement system variability, they should be used only with the consent of the customer. Selection and use of such techniques should be based on good statistical practices, an understanding of the potential sources of variation which can affect the product and measurement processes, and the effect of an incorrect decision on the remaining processes and the final customer.
The sources of variation of attribute systems should be minimized by using the results of human factors and ergonomic research.
Possible Approaches
Scenario
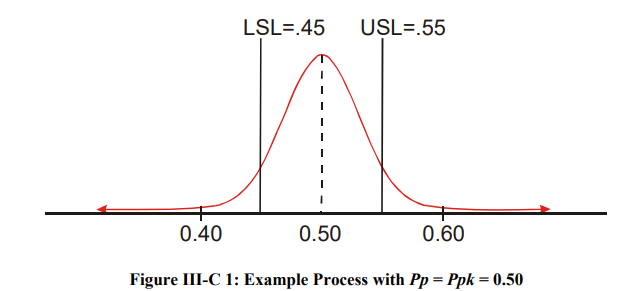
The production process is in statistical control and has the performance indices of Pp = Ppk = 0.5 which is unacceptable. Because the process is producing nonconforming product, a containment action is required to cull the unacceptable parts from the production stream.
For the containment activity the process team selected an attribute gage that compares each part to a specific set of limits and accepts the part if the limits are satisfied; otherwise it rejects the part (known as a go/no-go gage). Most gages of this type are set up to accept and reject based on a set of master parts. Unlike a variable gage, this attribute gage cannot indicate how good or how bad a part is, but only that the part is accepted or rejected (i.e., 2 categories). As for all gages, this attribute gage will have “Gray” areas where wrong decisions can be made.

Since this has not yet been documented by the team, it needs to study the measurement system. However, to address the areas of risk around the specification limits, the team chose approximately 25% of the parts at or close to the lower specification limit and 25% of the parts at or close to the upper specification limit. In some cases where it is difficult to make such parts the team may decide to use a lower percentage recognizing that this may increase the variability of the results. If it is not possible to make parts close to the specification limits the team should reconsider the use of attribute gaging for this process. As appropriate for each characteristic, the parts should be independently measured with a variable gage with acceptable variation (e.g., a CMM). When measuring a true attribute that cannot be measured with a variable gauge use other means such as experts to predetermine which samples are good or defective.
Three appraisers are used, with each appraiser making three decisions on the each part.
An acceptable decision was designated with a one (1) and an unacceptable decision with zero (0). The reference decision and variable reference values shown in Table III-C 1 were not initially determined. The table also indicates in the “Coded” column whether the part is area I, area II, or area III part indicated by “– ”, “x”, and “+” respectively.
source of Attribute Measurement Systems : Analysis of measurement systems